Giant LED displays light up New York’s Times Square. © Pexels, Marcus Herzberg
HIGH purity alumina (HPA) is a material you may not have heard of, but it is an important ubiquitous component of our daily lives. It is the primary ingredient in the production of sapphire crystals, which are fundamental to light-emitting diodes (LEDs) – small light sources that illuminate everything from our personal devices to our cities.
The demand for HPA is on a steady rise owing to the increase in demand for sapphires, driven by the LED industry. The value of sapphires as a material for LED production can be condensed into the following four key reasons:
Firstly, sapphire shares a similar crystal lattice dimension with gallium nitride (GaN), the primary material used in the creation of high-brightness blue and white LEDs. This lattice compatibility results in fewer structural defects, thereby enhancing the efficiency of the LED production.(1)
Similarly, transparency is another crucial feature, ensuring the light generated faces no obstruction from the LED’s underside, giving sapphire an advantage over silicon as an LED substrate.
Moreover, sapphire’s high thermal conductivity is vital for LEDs, which generate heat during operation. Efficient heat dissipation is necessary to prevent damage to the LED structure and maintain its lifespan and efficiency.
Lastly, sapphire’s superior electrical insulation properties allow it to effectively insulate the active parts of the LED from other components, reducing the risk of electrical short circuits.
The journey from high purity alumina to an LED is complex and fascinating, involving a blend of chemistry, engineering and precision manufacturing that often spans across international borders.
The genesis: High purity alumina
The production chain commences with HPA – a superior-grade aluminium oxide (Al2O3) powder, produced with a focus on purity. 4N HPA (99.99% pure) is typically employed for LED applications, while an even purer variant, 5N HPA (99.999% pure), is used for optics.
The purity of HPA is not merely a number, it’s the cornerstone of successful LED production. Even the slightest impurity can induce defects in the final product, impacting the performance and efficiency of the LEDs.
LED production, for example, is very sensitive to the effects of Low Angle Grain Boundaries (LAGBs) – small crystal grains in the sapphire wafer that are misaligned compared to the main wafer volume. They reduce adhesion and compromise the structural quality of the epitaxial layer deposited on the sapphire wafer, reducing LED device performance. The purity of the HPA has a direct influence on the occurrence of such defects.
Another factor that is becoming increasingly important for HPA users is maintaining a green supply chain with no carbon emissions.
In the quest for a high-purity and environmentally friendly high purity alumina, companies like Advanced Energy Minerals, based in Cap-Chat, Québec, Canada, (Fig. 1 ) are leading the way. The company sources raw material exclusively from hydropower and is committed to
100% green HPA production, powered exclusively by green energy from Q3 2023.
The birth of sapphire crystal: A process of precision and patience
The production of synthetic sapphire crystals, known as ‘boules’, from HPA powder or monoliths is a complex process where size matters.
Sapphire boules serve as the starting material for thin wafers (250-150 µm) that later become LED substrates during production. The diameter of the finished LED wafers is determined by the size of the boules. This diameter can range from 2” (almost obsolete now) to 6-8” (common today) to 12” (future standard).
Competition requires growing larger boules, which is more economically viable.
For context, a 90kg boule that accommodates an 8” core diameter, has a bottom diameter of 30cm and stands at 45cm tall. The largest sapphire boule produced at the time of writing is 800kg and measures 70-80cm tall. It was manufactured in China (Fig. 2).
Growing such boules demands precision, expertise, and time. The LED sapphire is often produced using the Kyropoulos growth method,(2) which allows the largest crystals of the highest quality to be produced.
The process begins with a slightly imperfect sapphire seed coming into contact with high purity alumina melt at around 2,050°C (3,686°F). As the crystal grows, it is surrounded by the melt and continues to grow until its surface reaches the crucible walls and gets lifted to restart the growth cycle. This method allows crystallisation at low temperature gradients, resulting in lower thermal stresses in the crystal.
Sapphire growth requires an experienced operator who is trained for several months. For a 90kg boule, the process takes 17 days – 8.5 days to grow the crystal and another 8.5 days to cool it down, and for 800kg it is far more than a month.
Sustainability is also a key component of this process, as the crystal-growing furnace can consume 200 kW of electricity or even more. Sapphire manufacturer Alox Technology, based in Washougal, Washington State, uses hydroelectric power from the nearby Columbia River for the crystal growth. This is an example of how the LED industry not only produces products with low power consumption but also promotes environmental sustainability.
Diving deeper: The art of coring and wafering
The growth of a boule is merely the beginning of the journey. For the boules from Alox Technology, this journey leads from the West Coast of the US to Riga, Latvia.
In order for the boule to become a LED substrate, it must first be processed into a cylindrical core, or ‘cored’.
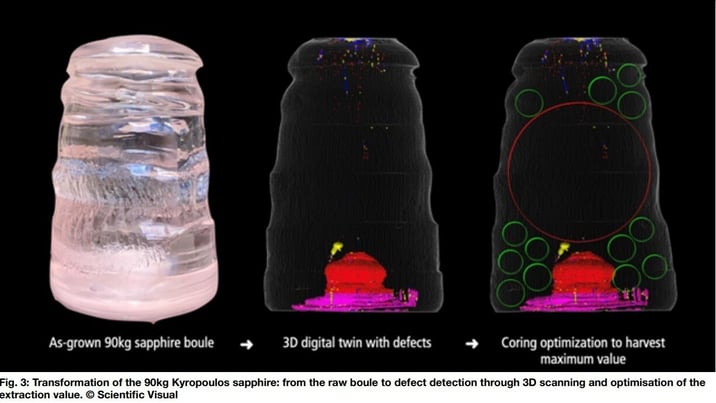
But before that, it must be ensured that the parts of the boule volume that are used for wafer production are free of defects such as small bubbles, cracks, and impurities. This is where the company Scientific Visual from Switzerland come in, offering advanced crystal inspection equipment.
Scientific Visual’s fully automated four-axis scanners inspect large sapphire boules and detect internal defects with an accuracy down to 8 µm. These scanners can identify bubbles, structures, clouds, and other yield-impacting defects and encode them in a 3D model called a digital twin. This digital twin enables computer-aided optimisation to determine the defect-free zones that are most suitable for processing (Fig. 3 ). This maximises yield in both the coring and wafering processes.
For example, if there are few defects in an extracted core, their positioning relative to the wafering system is important. If you know the exact defect co-ordinates, you can calculate a core offset in the wafering machine to position more defects in the saw gaps and outside the future wafers. Such a defect-aware wafering approach, known as Smart Wafering, enables up to a double-digit increase in defect-free wafer production without the need to grow or buy new boules.(3) The only prerequisite for this is a high-precision digital twin of the crystal.
After coring, the extracted cylinders are ‘wafered’ into thin slices that are about 300-800 microns thick, depending on the diameter. Sapphire has a hardness just below that of diamond, so diamond saws and considerable energy is used for cutting and wafering. The wafers are then further refined through processes such as grinding and polishing to prepare them for the next phase of their life in an LED.
After coring, the extracted cylinders are ‘wafered’ into thin slices that are about 300-800 microns thick, depending on the diameter. Sapphire has a hardness just below that of diamond, so diamond saws and considerable energy is used for cutting and wafering. The wafers are then further refined through processes such as grinding and polishing to prepare them for the next phase of their life in an LED.
The finishing touches: From wafer to LED
After the rigorous process of inspecting and cutting, the sapphire boule is transformed into thin wafers that serve as the LED epitaxy. Each wafer is placed in a chamber heated to 900°C to grow the light-emitting layers on it, taking advantage of the sapphire’s hightemperature stability.
The LED layers are usually made of GaN, AlGaN and InGaN. These materials have thermal expansion coefficients and chemical resistances that must be very similar to those of the sapphire wafer. The interfacing of sapphire and light-emitting layers is the result of years of research and development.
After growing the LED layers, the wafer goes through a series of steps such as lithography, masking and etching to bring the individual units, the so-called ‘dies’, to the desired size, followed by the application of electrical contacts. The LEDs are then sawn and packaged and mounted directly on an electronic circuit board.
Throughout the whole process, precision is key. Every step, from the creation of the high purity alumina to the final LED production, has an impact on the quality of the final product. As we move towards the production of smaller devices such as micro-LEDs, these steps need to become even more precise to match the miniaturised dimensions.
With that miniaturisation, the industry is facing stricter standards for the final products. This ripple effect on the end products gets to the first production steps, such as high purity alumina production.
The future of HPA and LED production: Lighting the path forward
The world of LEDs is not static; it’s continually evolving and improving. The evolution goes to smaller devices with higher brightness.
A close relative of the LED, the miniLED, is characterised by its smaller size. A miniLED measures between 100 to 200 micrometres on a side,(4) which, while smaller than a typical LED, still packs a powerful punch in terms of brightness and efficiency.
The future of display technology is often associated with microLEDs. Although they currently find a home primarily in high-end displays due to their high production costs, their potential is immense.
Each subpixel (or diode) in a microLED display is individually controlled, emitting light without a backlight, similar to an OLED display.(5) Sizes of microLEDs can range down to 3 µm, with a typical microLED measuring around 10 µm. To put that into perspective, a human hair is typically 70 +/- 20 µm thick.(6)
The LED industry is a dynamic and rapidly evolving field, with new technologies and applications emerging regularly. As the demand for more efficient, brighter, and smaller light sources continues to grow, the role of HPA and sapphire in the LED industry will only become more critical.
In 2022, the projected total volume of high purity alumina was approximately 35,000 tons, with a substantial 30,000 tons designated for LED production.
Looking ahead to 2025, the demand for HPA is expected to rise to 58,000 tons, with LEDs accounting for a significant 49,000 tons, or an impressive 84% of the total. By 2028, the demand for LEDs is forecasted to reach a remarkable 85,000 tons.(7)
In essence, LEDs have been and will continue to be, a crucial market for HPA, even as new applications emerge and other markets expand.
As for sapphire, the global market for these crystals attained a value of $903.3m in 2021, according to the IMARC Group. They anticipate this figure to escalate to $2,471.4m by 2027, with a CAGR of 18.5% during the period from 2022 to 2027.(8)
%201.png?width=226&height=64&name=AEM%20Logo%20(with%20name%20in%20white%20right)%201.png)






_page-0001.jpg?width=352&name=20250311_Nikkan%20Sangyo_Mr.%20Richard%20Seville%20Interview%20(1)_page-0001.jpg)